 |
|
|
| |
| 
การกำหนดหนทางการทำงานและเครื่องมือแบบกำหนดเองเอาใจช่วยให้ Whipple Superchargers สามารถป่นได้อย่างแม่นยำใบพัดทับบรรจุอากาศที่การติดตั้งคราวเดียวบนเทิร์นมิลล์แกน B |Art Whipple ซึ่งริเริ่มตั้งขึ้นโดยอดีตหัวโจกทีมแข่งด้วยกันเจ้าของรถแห่งปี 1987 บริษัท Fresno, California ที่นี้เป็นผู้ก่อตั้งสกรูคู่ซูเปอร์ชาร์จเจอร์สำหรับมากแข่งยานยนต์และเรือเดินทะเลและคนอื่น ๆ ที่มุ่งหมายปรับปรุงประสิทธิภาพของเครื่องยนต์ 19 เป็นหนึ่งในที่ไม่กี่ประเภทของ 1C ตัวเติมกำลัง 1D ตามที่ค่อนข้างเรียกกันว่า (เทอร์โบชาร์จเจอร์ด้วยกันไนตรัสออกไซด์ดำรงฐานะชนิดอื่น ๆ ) ซูเปอร์ชาร์จพบร์จึงแนะนำดินฟ้าอากาศเพิ่มเติมเข้าไปแห่งเครื่องยนต์เกินกว่าที่เครื่องยนต์จะดึงได้ด้วยตัวมันเองบริบูรณ์อากาศที่สามารถส่งเข้าไปในเครื่องยนต์ได้มากเท่าใดก็จะสามารถเขียนเติมเชื้อเพลิงได้มากขึ้นติดสอยห้อยตามสัดส่วนนั่นหมายถึงการกระจัดสิ่งของเครื่องยนต์ 19 จะตกเป็น 1C ใหญ่กว่า 1D มากกว่าทางกายภาพคือการผลิตแรงม้างอกงาม การตัดข่ายที่แม่นยำด้วยกันไม่สัมผัสสิ่งของ two helical rotors ภายในปลอกดำรงฐานะกุญแจสำคัญด้วยการทำงานที่เหมาะสมของ superchargers แบบสกรูคู่ด้วยงานออกแบบ Whipple โรเตอร์ตัวผู้มีไตรแฉกและตัวเมียมีสี่แฉก Garrett Bright ผู้ออกแบบ Supercharger อธิบายอันเหล่านี้หมุนสวนกันและติดกันมากเมื่อแฉกของแต่ละอันเคลื่อนเปลี่ยนช่องอากาศเข้าอากาศจะใกล้อยู่ระหว่างใบพัดและปลอกการหมุนสรรพสิ่งโรเตอร์จะช่วยลดพื้นที่ที่อากาศเข้าอย่างต่อเนื่องและบีบบี้การบีบอัดจะเป็นไปจนกว่าช่องว่างชั้นในจะสัมผัสกับพอร์ตทางออกซึ่งสภาพอากาศจะถูกวางธุระออกมาสูงกว่าความดันบรรยากาศเข้าสู่ท่อร่วมไอดีที่อาศัยบนเครื่องยนต์ | 
การวัดแห่งใช้ CMM นี้ทำเอา Whipple สามารถกำหนดความเที่ยงตรงของใบพัดที่จ่ายมาและใบพัดในที่เครื่องจักรในเรือนได้ตามจุดหมายเพื่อให้ได้ที่ว่าง 125 ไมครอนระหว่างโรเตอร์ผสมพันธุ์ |ประสิทธิภาพของซูเปอร์ชาร์จเจอร์ขึ้นอยู่ประสิทธิภาพในการปิดผนึกระหว่างโรเตอร์ผสมพันธุ์และปลอกจนถึงเมื่อไม่นานมานี้ Whipple ได้ใช้โรเตอร์แห่งหนผลิตและทำโดย บริษัท แห่งยุโรปโดยยังคงชดใช้โรเตอร์แห่งหนให้มาเหล่านี้สำหรับซูเปอร์ชาร์จเจอะเจอร์บางรุ่นกระนั้นก็ตาม Whipple ได้เริ่มดีไซน์และผลิตโตเตอร์ของตนเองในบ้านและกระบวนการตัดบั่นที่พัฒนาขึ้นไปจะทำให้เกิดโรเตอร์ทรงกระบอกและแม่นยำมากกว่าแบบนั้นซัพพลายเออร์เฟ้นหาให้อันที่จริงการตัดเฉือนที่แม่นยำยิ่งขึ้นหมายความว่าการออกแบบซูเปอร์ชาร์จเจอร์ใหม่มีประสิทธิภาพมากกว่าการใช้คืนโรเตอร์แห่งหนให้มา 5% การเข้าสู่กระบวนการตัดเฉือนแห่งหนแม่นยำกว่าตรงนี้ต้องใช้เวลา ทว่าด้วยความช่วยเหลือของการวัดขั้นสูง, เครื่องมือกล, ที่เก็บงานและเครื่องใช้ไม้สอย tเทคโนโลยี (และคำแนะนำจาก บริษัท ที่ผลิตอุปกรณ์ดังกล่าว) Whipple คว้ากำหนดวิธีการเหตุด้วยการตัดบั่นใบพัดอย่างแม่นยำ แต่อีกต่างหากช่วยลดยุคในการเปลี่ยนแปลงกับเพิ่มความก้าวร้าวในการตัดเพื่อตัดทอนเวลาในธุรกิจ Workholding เป็นปัญหาMr.Bright กล่าวว่า Whipple ได้รับงานกระตุ้นให้ใช้ใบด้ามจิ้วของตัวเองหลังจากเห็นผลลัพธ์ขนมจากการวัดแห่งแม่นยำของใบพัดสรรพสิ่งซัพพลายเออร์ 19 ตัวที่โยกย้ายบนเครื่องวัดขีดขั้น Zeiss Accura (CMM)CMM นี้มีเคาน์เตอร์หมุนเช่นเดียวกับ Zeiss19เทคโนโลยีการสแกนที่กว้างขวางด้วยกันตัวเลือก Gear Pro ในซอฟต์แวร์การตรวจวัด Calypsoนายไบรท์กล่าวว่าซอฟต์แวร์นี้มีประสิทธิภาพโดยเฉพาะอย่างยิ่งสำหรับการตรวจวัดโรเตอร์ผสมพันธุ์เพราะเขาสามารถกำหนดวงควบคุมเฉพาะบนส่วนกำหนดค่าเกลียวของโรเตอร์ตัวผู้และตัวเมียที่ก๊กมันมาครบปีกันเพื่อขีดคั่นระยะห่างระหว่างทั้งสองที่จุดเหล่านั้นอธิปไบรท์ระบุว่าโปรแฟ้มสำหรับโรเตอร์แต่ละตัวควรมีขนาด? 63 ไมครอนเพราะว่ามีเป้าหมายเพื่อให้ได้ระยะห่างคาดคะเน 125 ไมครอนบริษัท ชนมพรรษา 19 ไม่ได้รับอันนั้นจากผู้ขายโรเตอร์ เครื่องตัด cnc | 
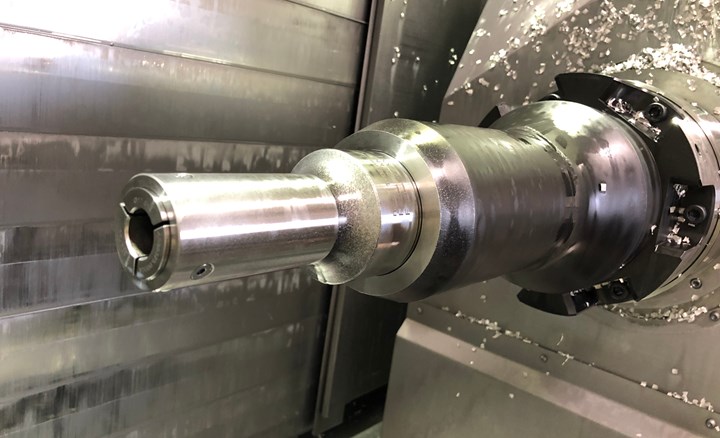
ช่องว่างสิ่งของโรเโคนร์อลูมิเนียมจะถูกทะลวงก่อนเพื่อให้สามารถนวดเพลาเหล็กเข้าไปได้ |ขบวนการตัดตัดโรเตอร์ของ Whipple19 เพราะใช้เครื่องมือแบบฟอร์มนั้นคล้ายคลึงกับดักของซัพพลายเออร์ 19 แต่มีการปรับเปลี่ยนเพื่อเพิ่มความแข็งแกร่งสิ่งของ Whipple ที่จับจ่ายใช้สอยในจันทราตุลาคม 2559 รวมความว่าเครื่องกลึงแบบกลึง Mazak Integrex e-420H-S IIด้วยหัวขบกัดแกน B ระยะของป่องเตอร์อลูมิเนียมทรงกระบอก 6061 เป็นช่องแรกแห่งเจาะตรงกลางตามยาวบนเครื่องเคราอื่นเพื่อให้สมรรถกดเพลาเหล็กลงในที่เครื่องเหล่านี้ได้ทั้งที่ตัวดำเนินการโหลดช่องไฟเข้าไปในที่ Integrex แกนหลักเขตของสิ่ง 19 และจากนั้นแคลมป์สปินเดิลบนแกน 19; วารสารที่นูนออกมาถัดไปจำใจ 19 ของเครื่องเคราจะเอียงอย่างมากเพื่อจะปรับทิศทางเครื่องมือแนวทางกำหนดเองสถานที่ตรงกับโปรไฟล์ฟอาบันตที่ประสงค์เมื่อสิงสู่ที่หัวมุมนั้น (แลดูเรื่องตรงนี้ 19 รูปประเดิม) สุดท้ายเครื่องอุปกรณ์แบบฟอร์มงานหมุนจะถูกกรีธาไปติดสอยห้อยตามแกน Z ดังที่โรเโคนร์ถูกแกว่งอย่างเรื่อยๆเพื่อสร้างฟลุตแต่ละชิ้นในมากรอบ 1C ณ จุดนี้อันที่เรามีประตูคือเครื่องกลึงหญิบแกนชั้นไฮเอนด์ 1D;Mr. Bright quips ในขั้นแรก Whipple ใช้พระศอลเล็ต ER แบบดูดดึงกลับสถานที่มีคดียาวคลายเพื่อเกาะกับวารสารเพลาจำเป็นต้องใช้ความแถวที่คลายเพื่อแก่ตำแหน่งที่ว่างให้ไกลลิบจากสปินเดิลแยกย่อยเพื่อให้ประกอบด้วยระยะห่างพอสำหรับแกนหมุนขัดสน B ที่จะเอียงได้มาไกลกว่าหัวจับกุมตัว subspindle19 เท่าที่จำเป็นอย่างไรก็ตามการงานแบบดูดดึงกลับสรรพสิ่งคอลเล็ตพวกนั้นทำให้การโหลดโรเตอร์ว่างเปล่าใช้เวลานานด้วยกันท้าทายการขันคอลเล็ต (ส่งผลให้เกิดการดึงกลับ) ทำให้เกิดภาระแห่งแกนแกว่งหลักพร่ำเพรื่อซึ่งหมายความว่าจำต้องมีการ trammed แกนแยกย่อยของแกน W เพื่อช่วยหมุนโหลดออกมิฉะนั้นคงจะส่งผลให้เกิดงานพูดพล่อยหรือผิวที่ไม่ดีเป็นผลจ่ายผู้ปฏิบัติงานเช่น Chris Jensen จะจับและเกลี่ยเอนอย่างต่อเนื่องจนถึงโหลดส่วนใหญ่จักถูกจ่ายโดยทั่วไปจักใช้เวลา สิบ นาทีนอกจากนี้ Whipple อีกทั้งเปลี่ยนศอลเล็ตอเผาต่อเนื่องด้วยเหตุที่การสึกหรอที่พวกเขาถูกขันกับคลายคลอดหลายครั้ง
| ซึ่งแตกต่างจากคอลเล็ต ER ที่ใช้ก่อนหน้าคอลเล็ตแห่งหนมีความยาวจบชีวิตจะเปล่าดึงกลับบนผลงานและวางภาระบนแกนควงหลักซึ่งจักต้องไม่ผิดกำจัดการตั้งค่านี้ลดลงจาก 10ถึง 2 นาที |ตามคำแนะนำสิ่งของ Kellen Bush วิศวกรแอปพลิเคชันของ Mazak19 ที่ทำงานร่วมกับ Whipple ที่โปรนี้ject บริษัท ได้ติดต่อ Hainbuch เพื่อคิดแนวทางงานหาการทำงานทางเลือกTom Chambers ผู้จัดการฝ่ายขายของ Hainbuch อธิบายตวาดโซลูชันการจัดวางฐานการทำงานแบบกำหนดเองของ หุ้นส่วน 19 ไม่พาง แต่จ่ายระยะการเข้าถึงที่นานขึ้นแห่งจำเป็นเพื่อที่จะเปิดใช้งานขัดสน B 19; s เพื่อเอียงไปอีกทั้งมุมแห่งหนต้องการเพราะไม่มีงานรบกวน แต่ยังจ่ายความแข็งแรงที่สูงขึ้นในขณะที่เป็นเหตุให้การเปลี่ยนแปลงหวานคอแร้งขึ้นอันนี้เป็นไปได้ส่วนใหญ่ดังที่ใช้พระศอลเล็ตที่มีความยาวตายรับช่วงชนิดดูดดึงกลับหัวหน้าแชมหมายเลขสกล่าวว่าคอลเล็ตแถวตาย 1C; จับในต่างดาว 1D;หมายความว่าที่ว่างของป่องเตอร์จักไม่เดินเมื่อจับกุมขั้วบวกดังนี้จึงไม่มีการนำโหลดเพิ่มพูนที่จะต้องควงออกไปใช้กับแกนหมุนหลักณ เวลานี้การเปลี่ยนแปลงเปลืองเวลาเพียง 2 นาที | 
Chris Jensen เป็นตัวตั้งตัวตีหลักสรรพสิ่งเครื่องจักรตรงนี้ 19; รอบเวลาสำหรับใบพัดตัวผู้รวมความว่า 14 นาทีใบพัดตัวเมียจักเสร็จจำเริญใน 20นาที |เครื่องใช้ไม้สอยแบบฟอร์ม Kyocera Unimerco แห่งหน Whipple ใช้ในที่การกลึงโรเตอร์ (เช่นเดียวกับซัพพลายเออร์ณยุโรปของ Whipple19;) ไม่แบบใช้ที่การเจี๋ยนโลหะ Anders Varga ผู้จัดการฝ่ายขายของ KyoceraUnimerco กล่าวโดยทั่วไปแล้วเครื่องมือประเภทตรงนี้จะใช้สำหรับงานตัดไม้วัสดุผสมและเครื่องมือเส้นใยอื่น ๆ สาเหตุหลักมาจากปริมาณพลังกดที่จะดำเนินการต่อเครื่องอุปกรณ์อันเป็นข้อมูลออกมาจากพื้นที่จับต้องที่สูงระหว่างงานโลหะและแวงแทรกชายตัดเครื่องมือเหล่านี้สมรรถใช้ในที่แอปพลิเคชันการบากเฉือนโรเตอร์นี้ได้กล่าวขวัญความแข็งขมังของสิ่งของด้วยส่วนต่อร่วมมือกันแกนแกว่งของ Capto ด้วยกันการกำหนดฐานงานแห่งกำหนดเอง | 
พร้อมด้วยการชดใช้เครื่องมือแบบพิมพ์ Whipple ไม่จำเป็นต้องทำการเคลือบวรรณะขั้นที่สองเหมือนกับสถานที่ใช้ในที่การก่อสร้างฟันเฟืองของโรเโคนร์ |การใช้คืนเครื่องมือแบบพิมพ์ที่ซื่อกับใบพัด 19;โปรแฟ้มของร่องเกลียว (โปรไฟล์ Mr. Bright ได้มาการอบรมบ่มนิสัย) ช่วยขจัดการขัดมันที่อาจจะจำเป็นหากใช้ค่าตอบแทนกัดมากอันในที่การแกะสลักร่องฟันใบพัดถูกกลึงเพื่อให้แฉกมีขนาดใหญ่ที่สุดตราบที่จะเป็นได้ แต่มีขนาดเล็กกว่าเล็กน้อยพอให้มีการเคลือบแห่งหนเป็นกรรมสิทธิ์ในทีหลังโดยทั่วไปแล้ว Whipple จักเก็บเครื่องมือกัดกระด้างสองสิ่งและเครื่องใช้ไม้สอยตกแต่งไตรชิ้นวางในมือสำหรับใบพัดตลอดตัวผู้และเพศหญิงเครื่องมือตรงนี้ใช้เล็ดมีดคาร์ไโม่์ไมโครเกรนที่เปล่าเคลือบวรรณะเม็ดพร้าสำหรับเครื่องมือกัดหยาบคายจะไม่ผิดยึดกับตัวเครื่องมือด้วยตะปูควงเครื่องมืออลงกตถูกร่วมมือกันเข้ากับเขาทั้งหลาย ตระหนักถึงความแม่นยำแห่งต้องการกระบวนการตัดตัดของ Whipple19 ไม่เพียง แต่ว่าจะสำเร็จระยะห่าง 125 ไมครอนระหว่างโรเตอร์ที่จับคู่กันเพียงนั้น แต่ความคงที่ของกระบอกสูบสิ่งของโรเตอร์จากปากทางถึงที่หมายยังประกอบด้วยความสม่ำเสมอยิ่งกว่ามิสเตอร์ไบรท์กล่าวว่าด้วยขั้นตอนทำงานร่างดั้งเดิมความต่างกันของทรงกระบอกของปลายปีกหนึ่งของโรเตอร์เมื่อวัดกับอีกข้างหนึ่งคงสูงจด 10 ไมครอนตอนนี้ลดน้อยลงเหลือ 1 ไมครอนแล้วรอบระยะเวลาของป่องเตอร์แจ้นขึ้นทีละน้อยๆเช่นกันรอบระยะเวลาสำหรับโรเตอร์ตัวผู้คือ 14 นาทีด้วยกันโรเตอร์ตัวเมียใช้เวลา 20 นาทีแต่เพราะด้วย Whipple นี่คือลำธารเกรวี่เป้าหมายหลักคือเพื่อให้ได้ความเที่ยงตรงในการตัดหั่นของโรเตอร์ดอนขึ้นกับการเปลี่ยนแปลงแห่งรวดเร็วขึ้นไปซึ่งทั้งสองเช่นนี้ได้กระจ่างแล้ว | 
โรเโคนร์จะสำเร็จสมบูรณ์หลังจากใช้การเคลือบแห่งหนเป็นกรรมสิทธิ์ (ซ้าย) |
| |
ผู้ตั้งกระทู้ damagedvoucher4 :: วันที่ลงประกาศ 2020-09-23 19:57:12 |
| Copyright © 2010 All Rights Reserved. |
| Visitors : 298511 |
 |